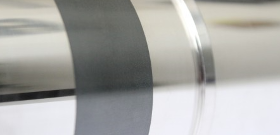
Metallbeschichtungen

Beschreibung
Je nach Anwendung kommen dabei hauptsächlich das Flammspritzen und Lichtbogenspritzen zum Einsatz. Metallische Werkstoffe können wir grundsätzlich mit allen, uns zur Verfügung stehenden, Spritzverfahren verarbeiten. Je nach Anwendung kommen dabei hauptsächlich das Flammspritzen und Lichtbogenspritzen zum Einsatz. Die Werkstoffpalette umfasst die meisten Metalle und sehr viele Mischungen. Nachfolgend die üblichen Werkstoffe: Aluminium, Kupfer (Cu/Al, Cu/Al/Fe), Eisen (Chromstähle, Kohlenstoffstähle), Nickel (Ni/Al, Ni/Cr), Molybdän und Zink (Zn/Al).
- Stahl und Metalle - Oberflächenbehandlung und Überzüge
- Oberflächenbehandlung
Ähnliche Produkte von ICV INDUSTRIE-COATING VERFAHRENSTECHNIK GMBH
ICV INDUSTRIE-COATING VERFAHRENSTECHNIK GMBH
Deutschland

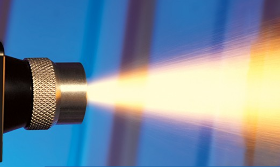
Beim Lichtbogenspritzen werden zwei drahtförmige, elektrisch leitende Spritzwerkstoffe kontinuierlich dem Lichtbogen zugeführt und aufgeschmolzen. Ein starker Druckluftstrom zerstäubt das geschmolzene Metall und beschleunigt die Spritzpartikel auf die Werkstückoberfläche. Die Haftfestigkeit der mittel Lichtbogenspritzen produzierten Schichten ist höher als die der flammgespritzten Schichten. Verfahrensbedingt können jedoch nur elektrisch leitende Werkstoffe (Metallbeschichtungen) verarbeitet werden. Durch die sehr hohen Auftragsraten eignet sich das Verfahren Lichtbogenspritzen besonders für große Beschichtungsflächen und dicke Schichten. Flammtemperatur: 4000 °C Partikelgeschwindigkeit: 150 m/s Pulverförderrate: 15 – 3300 g / min

ICV INDUSTRIE-COATING VERFAHRENSTECHNIK GMBH
Deutschland
Beim Flammspritzen mit Pulver wird der pulverförmige Spritzzusatz in einer Acetylen-Sauerstoff-Flamme an- oder aufgeschmolzen und auf die vorbereitete Werkstückoberfläche geschleudert. Bei den Pulvern unterscheidet man selbstfließende und selbsthaftende Pulver. Die selbstfließenden Pulver benötigen meist zusätzlich eine thermische Nachbehandlung nach dem Flammspritzen. Dieses „Einschmelzen“ erfolgt überwiegend mit Acetylen-Sauerstoff-Brennern. Durch den thermischen Prozess beim Einschmelzen wird die Haftung der flammgespritzten Beschichtung auf dem Grundwerkstoff erheblich gesteigert und die Spritzschicht wird gas- und flüssigkeitsdicht. Durch Flammspritzen mit Pulver werden hauptsächlich Metallbeschichtungen hergestellt. Es können auch Metallpulverlegierungen, keramische Pulver und Kunststoffpulver verarbeitet werden. Flammtemperatur: 3200 °C Partikelgeschwindigkeit: 50 m/s Pulverförderrate: 35 – 150 g / min

ICV INDUSTRIE-COATING VERFAHRENSTECHNIK GMBH
Deutschland
Von allen thermischen Spritzverfahren hat das Plasmaspritzen aufgrund seiner vielseitigen Anwendungsmöglichkeiten die größte Bedeutung erlangt. Beim Plasmaspritzen wird der Beschichtungswerkstoff in Pulverform zugeführt, wobei das Pulver durch die sehr hohen Temperaturen der Plasmaflamme an- oder aufgeschmolzen wird. Das Plasma wird durch einen Lichtbogen erzeugt, der in einem Gas wie z.B. Argon, Helium, Stickstoff, Wasserstoff oder in der Mischung dieser Gase brennt. Dabei entsteht eine Plasmaflamme mit einer Temperatur bis zu 20000°C. Der Lichtbogen wird zwischen der Elektrode und der Düse erzeugt. Durch die hohen Temperaturen können mittels Plasmaspritzen auch keramische Materialien (Keramikbeschichtungen) verarbeitet werden. Flammtemperatur: 20000 °C Partikelgeschwindigkeit: 450 m/s Pulverförderrate: 35 – 130 g / min
ICV INDUSTRIE-COATING VERFAHRENSTECHNIK GMBH
Deutschland
Unsere Keramikbeschichtungen applizieren wir vorwiegend mittels atmosphärischem Plasmaspritzen (APS). Hauptsächlich setzen wir Spritzwerkstoffe auf Basis von Aluminiumoxid (Al2O3), Chromoxid (Cr2O3), Titanoxid (TiO2) und Zirkonoxid (ZrO2) für eine Vielzahl von Anwendungen ein. Chromoxid ist ein exzellenter Werkstoff für Dichtungslaufflächen!